 Skip to content
Skip to content 
A quick answer: For most OEM lines aiming at broad market fit—recreational to club-level players—polymer honeycomb cores1 (typically polypropylene-based) deliver the best balance of ball control, vibration dampening, and durability at a competitive cost. If your target is elite-level power and stiffness, consider Nomex2 cores; if you need a specific weight distribution or a thin, stiff profile for a niche product, aluminum honeycomb3 can be appropriate. Manufacturing choices matter: cold pressing preserves feel and responsiveness (best for premium control-oriented paddles), hot pressing scales efficiently for high-volume production (good for cost targets), and thermoforming4 is the option when complex thickness maps or custom shapes are required.
Why this article and how to use it
- Audience: product managers and procurement leads evaluating OEM paddle constructions from Chinese suppliers (e.g., NEX Pickleball).
- Goal: give a data- and manufacturing-aware comparison of polymer vs Nomex vs aluminum cores, explain how production methods affect performance, list QC/ testing you should require, and provide actionable RFP specs and acceptance criteria.
Core performance overview (simple comparison)
- Polymer honeycomb (polypropylene/PE)
- Strengths: excellent ball control, softer feel, good vibration dampening, high fatigue life, lightweight, forgiving sweet spot consistency, cost-efficient at scale.
- Trade-offs: slightly less raw pop/power than Nomex; core compression over very long use can change feel if low-grade polymer is used.
- Nomex honeycomb (aramid resin)
- Strengths: high stiffness and rebound (power), consistent rigidity over time, used in performance-first paddles.
- Trade-offs: harder feel, greater vibration transmitted to the handle unless paired with dampening, typically higher cost, and can be more brittle to repeated micro-impacts.
- Aluminum honeycomb
- Strengths: excellent dimensional stability, ability to fine-tune weight distribution, can be engineered thin while maintaining stiffness.
- Trade-offs: higher density (heavier), transmits more vibration unless laminated with damping layers, corrosion considerations in production if not properly finished.
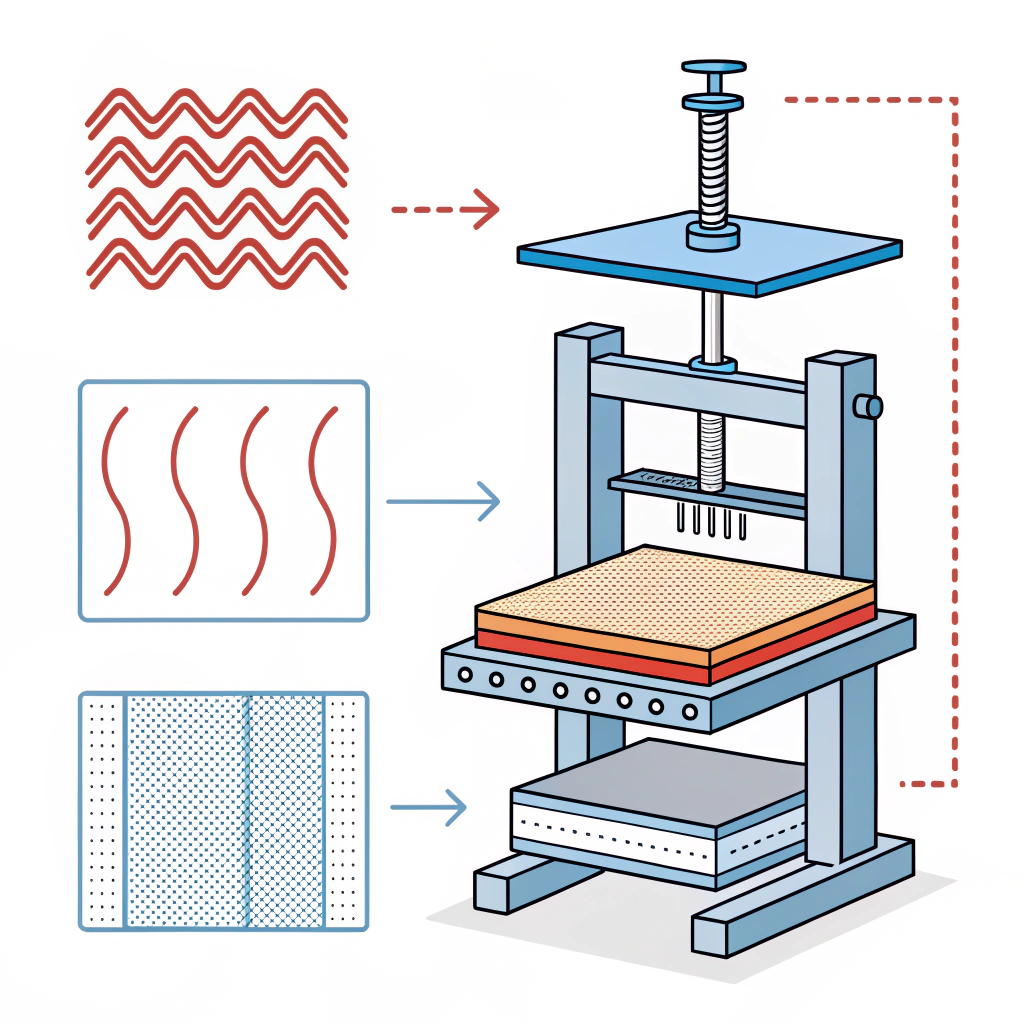
Manufacturing processes and their impact on playability and cost
- Hot pressing
- What it is: heat + pressure curing to bond face sheets, core, and adhesives.
- Pros: high throughput, consistent bonding, good for high-volume OEM runs, produces stiff paddles with strong impact resistance.
- Cons: elevated tooling/equipment cost; heat can change the microstructure of some fibers or polymer cores—affects feel.
- Best use: mid-to-high volume production where cost per unit must be low and structural integrity is prioritized.
- Cold pressing
- What it is: mechanical pressure at near-room temp to bond laminates without thermal cure.
- Pros: preserves resin and fiber properties (better “feel”), more precise control of thickness and layer compression, shorter capital outlay for certain setups.
- Cons: slower cycle times, requires precise pressure control and tooling; may reduce throughput per shift.
- Best use: premium paddles where responsiveness, ball feel, and tuning of ply compression matter.
- Thermoforming
- What it is: localized heating and forming to create variable thickness or complex shapes prior to final lamination.
- Pros: enables asymmetrical thickness profiles, internal ribbing, and targeted sweet-spot design; excellent for custom/limited runs.
- Cons: higher per-unit cost, longer lead times, requires advanced tooling and QC.
- Best use: customized OEM lines, specialty paddles with non-uniform cores.
How core type + process combine to affect play characteristics
- Control & feel
- Polymer core + cold pressing = softer touch, higher dwell time, improved shot shaping and dink control.
- Nomex + hot pressing = lower dwell, faster ball ejection—preferred by players seeking power.
- Vibration & comfort
- Polymer cores absorb energy better; you’ll see lower accelerometer peaks at the handle.
- Nomex and aluminum require surface or handle damping layers (e.g., EVA inserts, thicker grips).
- Sweet spot consistency
- Polymer honeycomb with precise thermoforming can produce a consistent, wide sweet spot.
- Manufacturing tolerances for cell size and lamination pressure directly correlate with sweet spot variability.
Practical specification ranges and RFP checklist (use these as starting points)
Below is a sample RFP table you can paste into your procurement document. Adjust numbers to match your brand targets.
| Item | Typical Target (example) | Acceptance Criteria |
|---|---|---|
| Core type | Polymer honeycomb (polypropylene) for balanced lines; Nomex for power lines | Material certificate required |
| Core thickness | 8–13 mm (polymer lines commonly 10–12 mm) | ±0.3 mm tolerance |
| Overall paddle weight | 225–260 g (midweight); 260–280 g (power); 200–225 g (light control) | ±5 g per SKU |
| Face material | 3K/12K carbon fiber or E-glass | Fiber type & areal weight certificate |
| Surface roughness (for spin) | Light textured coating; Ra consistent across batch | Supplier to provide profilometer data |
| Balance point | 1–1.8 inches from handle base depending on target | ±3 mm |
| Bonding method | Cold-press for premium; hot-press for volume | Process parameter sheet required |
| Production tolerance | Weight ±5 g; thickness ±0.3 mm; balance ±3 mm | QC reports per batch |
| Lifecycle testing | 25,000 impact cycles at 250 N (example) | No visible delamination, <5% stiffness change |
| Packaging/print | On-demand print allowed; PMS color match within ΔE<2 | Sample approval required |
Notes: the numeric ranges above are typical industry targets—use them as baseline and update after a prototype run.
Quality control and testing you must require
- Incoming material certificates: resin, honeycomb lot numbers, fiber prepregs, adhesive batches.
- Dimensional checks: core thickness, face-to-core bond thickness, overall paddle dimensions.
- Weight & balance sampling: 100% weight check or statistical sampling depending on batch size.
- Impact fatigue (durability): accelerated repeated impact test—specify cycles and force; acceptance = no delam or core collapse.
- Ball rebound & CoR: measure coefficient of restitution to quantify “pop.”
- Vibration transmissibility: measure acceleration at handle with an instrumented rig under standard impact; set max allowable G.
- Surface adhesion/pull tests: confirm face sheet bond strength to core.
- Visual & print quality checks: color, gloss, edge finish, and print adhesion for on-demand printing.
- Environmental aging: temperature and humidity cycles to ensure glue and core stability.
- Batch traceability: all production boxes must include lot codes traceable to materials and process parameters.

Cost and manufacturability considerations for sourcing from China (NEX Pickleball context)
- Economies of scale: hot pressing yields lower unit costs for commodity SKUs. Use it where the design can tolerate the small changes hot pressing introduces.
- Tooling & MOQ: thermoforming and complex molds increase tooling and MOQ—suitable for branded or premium limited runs.
- Lead time trade-offs: cold-pressed premium runs generally increase lead time; factor prototype and press parameter tuning into your calendar (allow 4–8 weeks for process optimization).
- IP & quality control: require in-line photos, process logs (pressure, time, temp), and a pre-shipment third-party inspection for critical runs.
- Custom prints: NEX supports on-demand print; specify color proofing, print durability tests (abrasion and UV), and tolerance on alignment.
Decision guide: pick a construction for each target segment
- Recreational / budget distribution
- Recommended core: Polymer honeycomb
- Manufacturing: hot pressing for cost efficiency
- Key specs: keep weight 240–260 g; durable skin (E-glass or lower-cost carbon) and robust coating.
- Club / intermediate players
- Recommended core: Polymer honeycomb, cold-pressed if control is a priority
- Manufacturing: cold pressing or hybrid (thermoform + cold lamination)
- Key specs: weight 225–245 g; textured face for spin; targeted sweet spot.
- Competitive / tournament players
- Recommended core: Nomex for power or polymer with tuned layups for control-heavy paddles
- Manufacturing: cold pressing for precise feel; consider thin aluminum options for specialty models
- Key specs: weight 200–235 g (for speed) or 240–260 g (for stability); require detailed test reports.
Implementation checklist before signing a PO
- Approve 2–3 pre-production samples and run a small pilot batch (100–500 units) to validate tolerances.
- Require measurement SOPs and SPC5 (statistical process control) charts for key dimensions.
- Include a fallback report on acceptable variance after 10k cycles of impact fatigue.
- Insist on third-party pre-shipment QA for your first three shipments.
- Lock in on on-demand print color approvals and label content.
Summary and procurement action steps
- If control, comfort, and low perceived vibration are your priorities for mass-market or club paddles, start with polymer honeycomb cores paired with cold pressing or thermoforming for premium SKUs.
- If your brand must emphasize maximum power and stiffness, evaluate Nomex core laminates but require additional handle dampening and durability tests.
- Use the RFP checklist table and QC tests listed above to make acceptance objective and defensible.
- For initial sourcing from NEX Pickleball, request samples made via both hot-pressed and cold-pressed processes to compare feel and establish production tolerances before scaling.
People Also Ask
What paddle material is best for control?
- For control-focused play, polymer-based core paddles paired with responsive face materials (e.g., 3K carbon or E-glass) typically deliver the best balance. The softer, more elastic nature of polymer honeycomb increases dwell time, enhances shot shaping and dink precision, and reduces vibration transmitted to the hand. To confirm in procurement, request instrumented rebound and vibration test data comparing candidate constructions.
Are polymer pickleball paddles good?
- Yes. Polymer honeycomb cores are widely adopted because they are lightweight, durable, and provide a softer feel than Nomex or aluminum cores. That softness helps absorb the ball, improving control and spin potential while maintaining long fatigue life. In RFPs, ask suppliers for fatigue-cycle results and CoR measurements to verify long-term performance.
What is the best core for pickleball paddles?
- There is no single "best" core for every use case. For broad-market control and durability, polymer cores are often the superior choice. For maximum power and stiffness, Nomex may be preferred. Aluminum is useful where thin, stable skins and targeted weight distribution are critical. Define your priority (control vs power vs specific weight) and select the core accordingly; require testing data in your supplier agreement to validate the choice.
-
polymer honeycomb cores: Read to understand the typical polymer compositions (e.g., polypropylene/PE), the mechanical trade-offs (dwell time, damping, fatigue life), recommended core thicknesses and tolerances, and the supplier certificates and tests (fatigue cycles, CoR, density) you should require to validate long-term performance. ↩
-
Nomex: Read to learn how aramid-based honeycomb cores differ in stiffness, rebound, brittleness, bonding behavior, and cost; what additional dampening or handle strategies are typically required; and what inspection/test criteria (impact micro-fracture, bond strength) to include in your RFP. ↩
-
aluminum honeycomb: Read to learn when metallic honeycomb is appropriate (thin, stiff skins and targeted weight distribution), how to manage corrosion/finishing and lamination challenges, and the QC checks (surface treatment, cell integrity, bonding compatibility) needed for reliable production. ↩
-
thermoforming: Read to understand the process steps, tooling and MOQ implications, how thermoforming enables variable-thickness maps and internal ribs, the common defects to watch for, and the process parameters and inspection points you must specify for custom or limited runs. ↩
-
SPC: Read to learn how to implement Statistical Process Control for paddle production—defining key measurables, setting control limits, sampling plans, interpretation of control charts, and how SPC reduces variation and provides objective acceptance criteria during supplier audits and pilot runs. ↩


