 Skip to content
Skip to content 

A professional pickleball paddle specification balances power, control, spin, durability, and cost. For procurement teams, the right set of choices on face material (3K/12K/T3001 carbon, fiberglass, composites), core type (polymer, Nomex2 honeycomb, aluminum honeycomb), paddle weight and balance, surface texture, and manufacturing method (hot pressing, cold pressing, thermoforming3) determines whether a paddle meets your target player profile and price point. Below is a decision-focused guide and a vendor-ready spec checklist to help you finalize OEM requirements.
Why this guide matters now
- You’re choosing between multiple trade-offs: speed vs control, low cost vs premium feel, fast lead time vs complex custom shapes.
- The wrong material or process can force product returns, inconsistent seasonality, or missed performance targets.
- This guide translates materials and factory processes into procurement-ready choices and test metrics.
Key performance attributes (quick reference)
- Power: energy returned on impact — driven by face stiffness + core responsiveness.
- Control: dampening and feedback — influenced by core type and face flexibility.
- Spin: surface texture and roughness; also affected by face material and coating.
- Durability: resistance to edge damage, delamination, and wear — depends on bonding and edge protection.
- Feel: player perception of touch and vibration — combination of core, face, and grip ergonomics.
- Cost & Lead Time: tied to material grade (12K vs 3K carbon), process (thermoforming is slower), and customization complexity.
Face materials and trade-offs
(image placeholder for face materials)

Overview
- Carbon fiber (3K, 12K, T300): highest stiffness-to-weight ratio. Best for high power, crisp responses, and reduced vibration. 3K carbon fiber offers a more forgiving weave and flexible feel; 12K is stiffer and more durable but can feel harsher. T300 balances strength and lightness — common in competitive paddles.
- Fiberglass (E-Glass): more flexible than carbon; wider sweet spot, softer feel, and better ball dwell — ideal for control-oriented designs at lower cost.
- Carbon+Fiberglass composites: blend power and control; often used to tune hit feel while controlling cost.
Decision rules
- Targeting high-level competitive players or premium retail? Specify T300 or 12K carbon faces, thin layups, and tight weave for consistent response.
- Targeting recreational or intermediate players? Use E-Glass or carbon-fiberglass mixes to increase sweet spot and forgiveness.
- Want spin as a selling point? Request textured surface coatings + light sandblasting or raised grit patterns; textured carbon tends to hold spin better.
Suggested spec table — face material choices
| Attribute | 3K Carbon | 12K Carbon | T300 Carbon | Fiberglass (E-Glass) | Carbon/Fiberglass Composite |
|---|---|---|---|---|---|
| Power | High | Very High | High | Medium | Medium–High |
| Feel | Forgiving | Crisp/Hard | Balanced | Soft/Controlled | Tunable |
| Durability | High | Very High | High | Medium | High |
| Cost | High | Higher | High | Medium | Medium–High |
| Best for | Advanced players | Competitive pro-level | Balanced pro-level | Recreational/intermediate | Hybrid lines |
Core types & feel
(image placeholder for core structures)
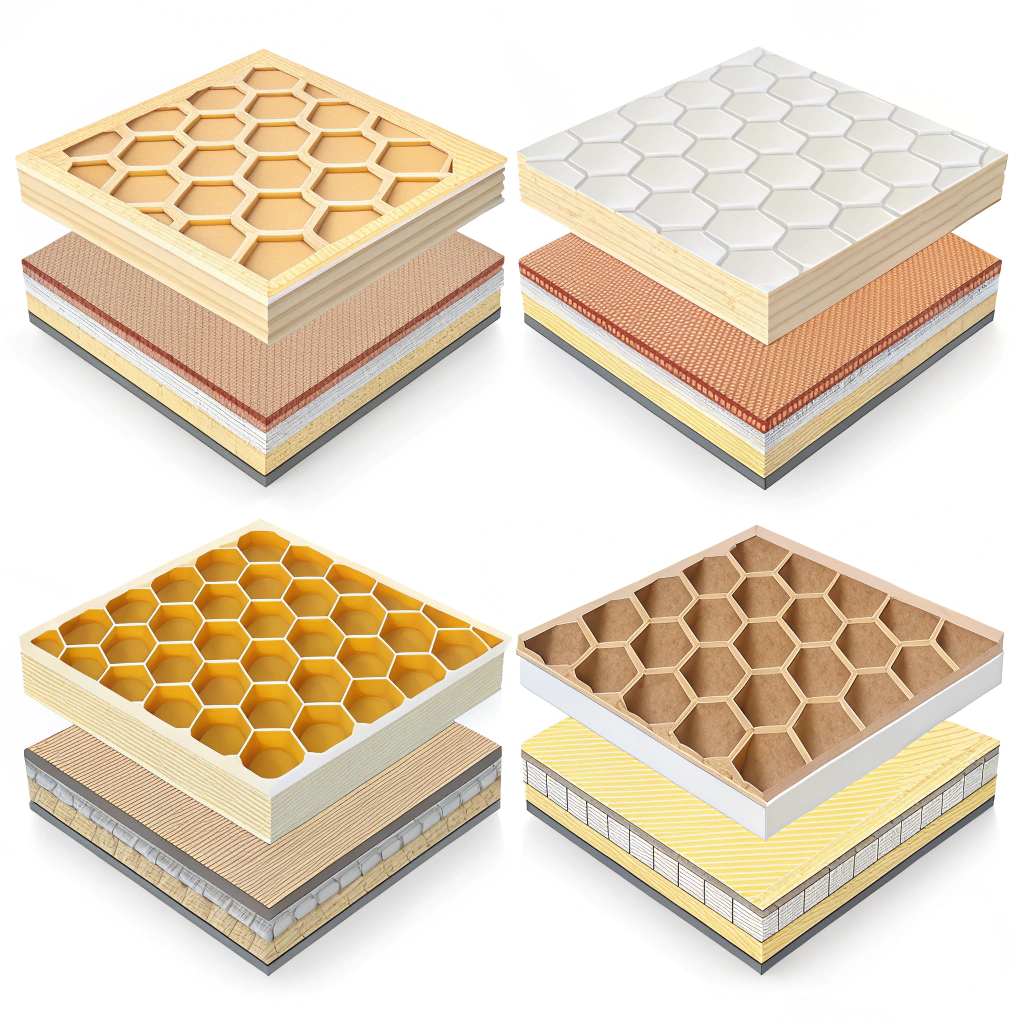
Core options
- Polymer honeycomb: softer, more elastic, better vibration dampening. Favored for recreational paddles and those prioritizing comfort.
- Nomex honeycomb: aramid-based, rigid, offers quick rebound and durability — common in high-power paddles. Can transmit more vibration (less dampening).
- Aluminum honeycomb: balanced weight and stiffness; good longevity and consistent response.
- Bamboo or wood composite: unique feel, eco-friendly, heavier; niche use.
Trade-offs and recommendations
- For power-focused models: Nomex or aluminum cores with a carbon face. Expect reduced dwell time and higher rebound.
- For control/comfort: Polymer cores with fiberglass or composite faces. Expect increased dwell and softer feedback.
- For mid-market balanced lines: consider carbon/fiberglass face + polymer core for a compromise between power and comfort.
QC metrics to request (core)
- Core thickness tolerance: ±0.05 mm
- Density consistency across batch: report average ± std dev
- Bond strength (face-to-core): peel test4 value (N/mm)
- Impact resistance: drop test and post-impact delamination rate
Weight, balance, sweet spot, and grip
- Weight classes (typical): Light (6.5–7.3 oz / 184–207 g), Mid (7.4–8.0 oz / 210–227 g), Heavy (8.1+ oz / 230+ g). Lighter paddles increase maneuverability; heavier increase momentum and power.
- Balance point (head-light vs head-heavy): Head-heavy favors power; head-light favors control and faster wrist play. Specify balance with tolerance (e.g., 6.8 cm from butt toward paddle face ± 0.5 mm).
- Sweet spot: Controlled by face layup and core design. Request a sweet spot map report (laser strike test or instrumented impact grid).
- Grip size and ergonomics: Offer at least 3 grip sizes; specify circumference and taper. Material (PU vs perforated synthetic) affects comfort and sweat control.
Suggested procurement spec lines
- Target weight: 7.8 ± 0.3 oz
- Balance: neutral/head-light if targeting intermediate players; head-heavy for power models
- Grip: 4.25” circumference standard + option for 4.5”
- Sweet spot: instrumented rebound uniformity within 10% across central 60% of face
Manufacturing processes & QC implications
(image placeholder for manufacturing processes)
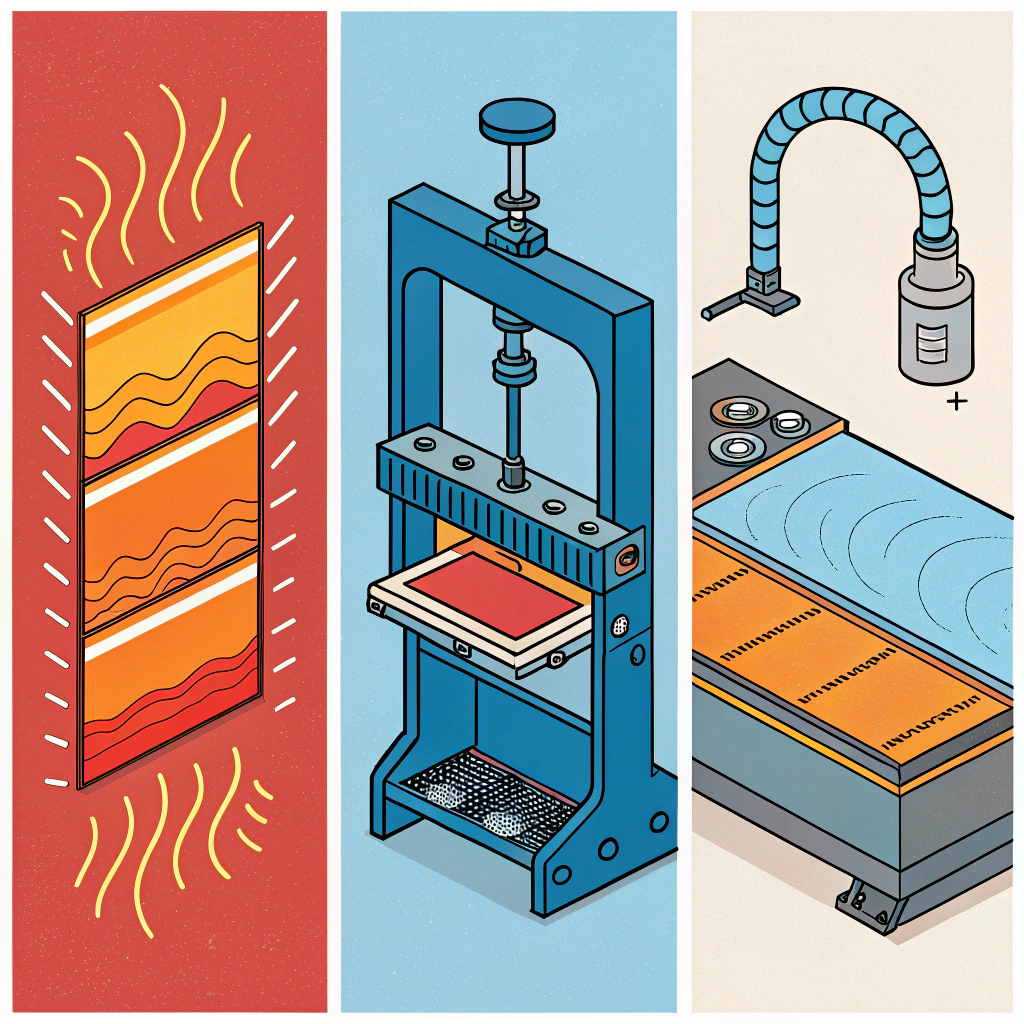
Process overview and when to choose each
- Hot pressing: High efficiency, strong bonding, great for large runs. Slightly alters resin curing and can change feel. Good for high-volume, consistent paddles.
- Pros: high throughput, strong structural integrity, cost-effective at scale.
- Cons: high equipment cost, potential for stiffer feel.
- Cold pressing: Preserves material properties, better for fine-tuning feel, tighter thickness control.
- Pros: excellent ball feel and responsiveness.
- Cons: slower cycle times, demands precise pressure control.
- Thermoforming: Best for complex shapes, variable thickness and premium, custom designs.
- Pros: allows intricate molds and weight distribution.
- Cons: costly, longer lead times — ideal for premium/custom SKUs.
QC checkpoints by process
- Dimensional tolerances: thickness map (±0.1 mm), mass balance (±3 g)
- Surface adhesion: cross-cut peel test and void inspection
- Resin curing consistency: DSC or FTIR spot checks for batch uniformity
- Edge guard adhesion and drop tests: standardize 100-cycle hinge test
- Batch sampling: 1% of production for destructive tests (peel, impact)
Lead time and cost guidance
- Hot pressing: shortest lead time for big quantities (4–8 weeks typical)
- Cold pressing: moderate lead time (6–10 weeks)
- Thermoforming: longest for complex designs (8–14 weeks)
- Tooling time: molds and custom edge guards add 2–6 weeks before first production run
Customization, branding, and on‑demand print
- On-demand printing: full-color UV or pad printing, edge printing, and custom stickers. Ask for CMYK or Pantone matching guarantees and sample proofs.
- SKU flexibility: allow for small-batch customization (minimum order quantities) for retail test SKUs.
- Packaging: compressed eco-box or retail blister — specify branding, UPC, and insert requirements.
OEM spec items to include
- Artwork file formats and lead times for proofs
- Minimum order quantity for custom prints
- Color matching tolerance and approval workflow
- Serialization and batch traceability for QC
Vendor-ready paddle spec checklist (copy-paste into RFQ)
- Target model name / player level: (Recreational / Intermediate / Pro)
- Face material: (e.g., T300 carbon, 3K carbon, E-Glass, composite)
- Face layup details: ply count, orientation, resin type
- Core type & thickness: (Polymer honeycomb / Nomex / Aluminum) — specify nominal thickness and tolerance
- Target weight & tolerance: (e.g., 7.6 oz ± 0.2 oz)
- Balance point: (distance from butt, specify tolerance)
- Surface texture: grit micropattern / raised pattern / treatment
- Grip size & material: circumference, wrap type, and taper
- Edge guard type & attachment: material and thickness
- Manufacturing process: hot press / cold press / thermoform
- Production volume: initial MOQ and forecast
- Lead time: tooling, sample, and full production
- QC tests required: peel strength, impact, density, dimensional, adhesion
- Packaging & printing: artwork requirements, MOQ for custom print
- Warranty & return policy: specify expected defect rate and remedy
Testing and acceptance metrics to require in contract
- Batch acceptance sampling plan (e.g., ANSI/ASQ Z1.45): AQL 2.5 for critical defects
- Mechanical tests: impact energy absorption, face-to-core peel > X N/mm
- Play tests: instrumented speed and spin report for 5 test strikes across face
- Durability: 5000-cycle simulated play test without delamination
Conclusion and next steps
Choose materials and processes aligned to the player profile and price tier. If you need:
- High power + tournament-grade durability: specify 12K/T300 carbon face + Nomex or aluminum core + hot pressing for consistent output.
- Balanced performance and player comfort: specify carbon/fiberglass composite + polymer core + cold pressing.
- Distinctive custom shapes or premium retail: design for thermoforming, accept longer lead time and higher tooling cost.
If you’re preparing an RFQ, use the checklist above to get apples-to-apples proposals. For custom prototypes and detailed tooling timelines, contact an OEM with multi-process capability and strict QC reporting — they can run side-by-side prototype comparisons and deliver the technical data you need to approve production.
People Also Ask
Q: What makes expensive pickleball paddles better?
A: Expensive paddles use higher-grade materials (higher-count or specialized carbon like 12K or T300), advanced manufacturing (tight layup control, hot/cold pressing or thermoforming), and stricter QC. These choices increase power, durability, and consistency while offering refined feel and better surface treatment for spin. The extra cost covers material quality, controlled processes, and lower variance between units.
-
T300: Read this to understand the material properties, typical weave and layup practices, and how T300 carbon compares to 3K and 12K in stiffness, weight, and player feel — essential for specifying face layups and predicting paddle response. ↩ ↩
-
Nomex: Learn why Nomex (an aramid honeycomb) is used for high-rebound cores, how it affects vibration transmission and durability, and what QC and bonding considerations to include in OEM specs. ↩ ↩
-
thermoforming: Review the thermoforming process to see when it’s worth the higher tooling cost (complex geometries, variable thickness), its impact on lead time, and how to specify molds and tolerances for premium SKUs. ↩ ↩
-
peel test: Explore how peel testing (reported in N/mm) quantifies face-to-core bond strength, typical pass/fail thresholds, and standardized test methods to require in supplier QC reports. ↩ ↩
-
ANSI/ASQ Z1.4: Consult this sampling standard to correctly define batch acceptance plans and interpret an AQL 2.5 requirement — crucial for writing enforceable contract inspection criteria in RFQs. ↩ ↩


