 Skip to content
Skip to content 

A quick answer: Yes — paddle shape (outline, face area, and curvature) measurably changes sweet spot size, moment of inertia (MOI)1, leverage, contact behavior, and therefore both power and spin. Choose wide-body for forgiving power, elongated for reach and punch, and teardrop for a balanced sweet spot and mid-high power. Match shape to core, face material, and production process to meet targeted player segments and cost/volume goals.
Introduction — what “shape” means and why it matters
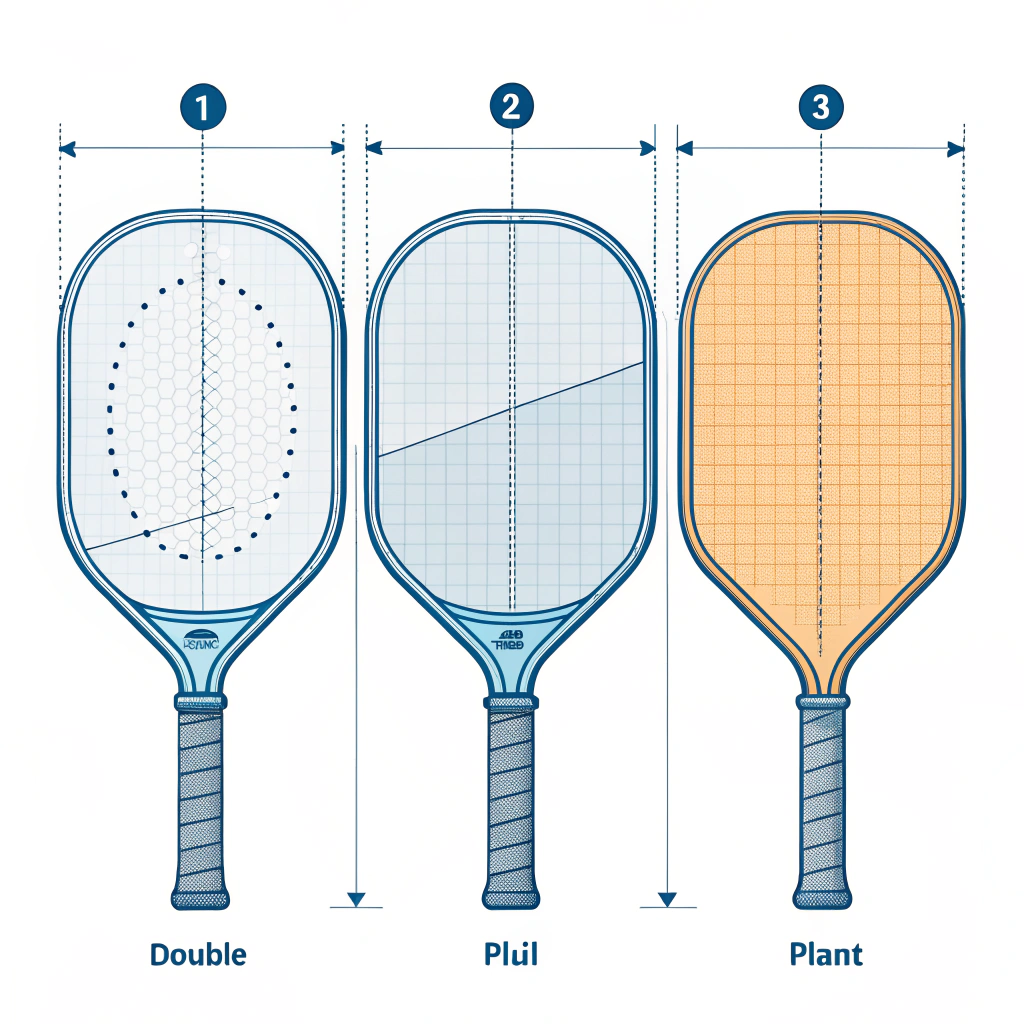
When we say paddle shape we mean three connected attributes: the outline (wide, elongated, teardrop), the face area (total hitting surface), and face curvature/thickness profile (edge taper, bevels, and 3D contour). These geometric choices change where and how the ball contacts the paddle — shifting the sweet spot, altering torque around the wrist, and changing dwell time and energy transfer.
For procurement and product managers, shape is a high-leverage decision: it defines target player fit (recreational, intermediate, competitive), manufacturing complexity, and the materials/process choices that follow. A wider paddle buys a larger sweet spot and forgiveness (good for mass-market models). An elongated paddle improves reach and leverage — appealing to aggressive or advanced players — but usually requires tighter tolerances and specific core-face pairings to avoid a “dead” feel.
Design choices must also respect regulatory limits (USAPA dimensions2 and surface texture rules) and be manufacturable at intended volume. NEX Pickleball can produce shapes across hot pressing, cold pressing and thermoforming3 lines and recommends shape→material pairings below.
Core concepts — short primer on the physics that link shape to spin and power
Key physical terms and how they matter:
-
Sweet spot: the region where impact produces maximum energy transfer with minimal vibration. Larger face area and certain thickness profiles increase sweet spot area. Empirical note: moving from a narrow to a 10–15% larger face area can increase perceived sweet spot coverage by roughly 15–30% depending on core design.
-
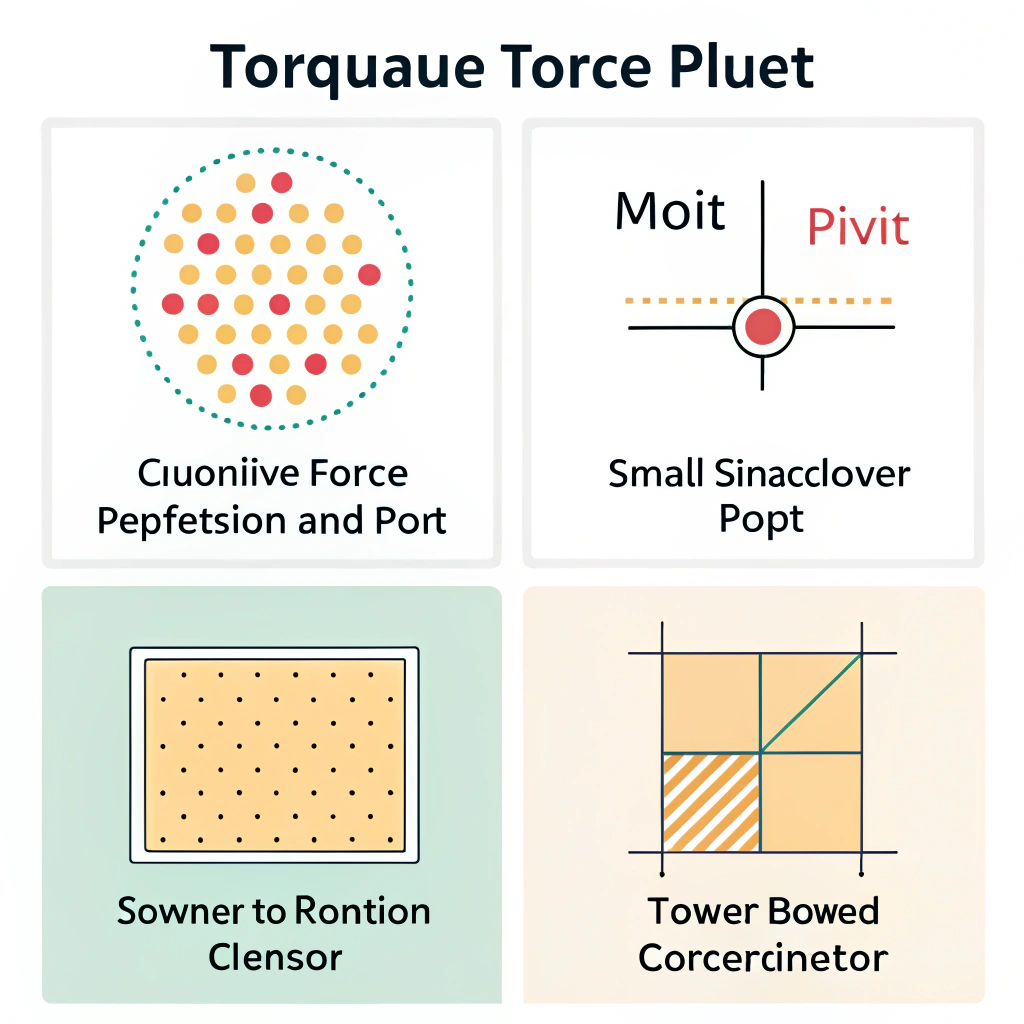
Moment of Inertia (MOI): resistance to rotational acceleration about the hand/wrist axis. Higher MOI (mass distributed away from the handle) stabilizes the paddle on off-center hits — increasing power stability but reducing quickness to change face angle. Expect MOI ranges roughly 0.12–0.22 kg·m² across common paddle designs (empirical, model-dependent).
-
Leverage / Effective Hitting Surface: elongated outlines increase the lever arm to the center of percussion — boosting linear exit velocity for the same applied torque.
-
Contact (dwell) time: thicker faces or compliant cores increase dwell time, which can improve control and spin generation (more time to "brush" for spin) but may reduce pure exit speed.
-
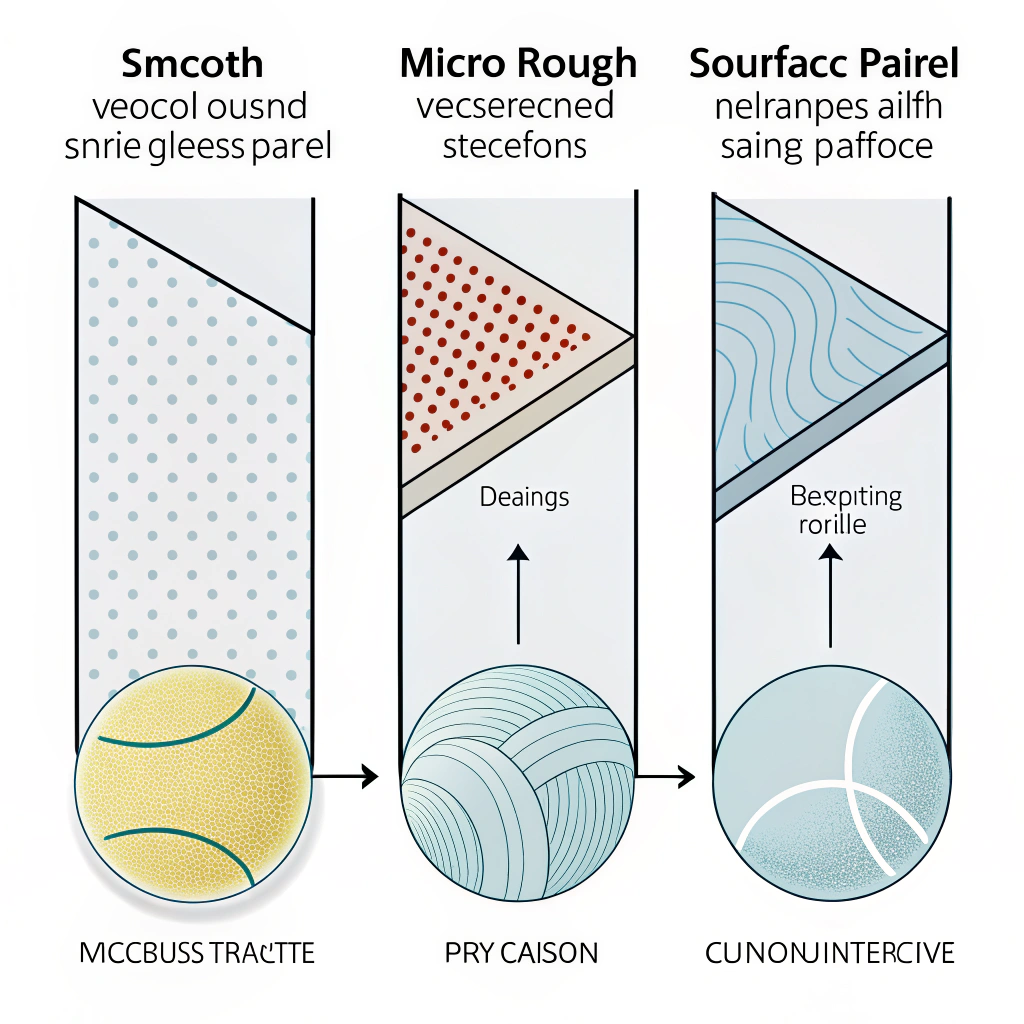
Surface friction & microtexture: spin is driven by tangential force during impact. Higher surface coefficient of friction (CoF) and micro-roughness increase spin potential. But USAPA limits and durable feel must be considered.
Simple diagram suggestions for later visuals: top-down outlines comparing sweet spot zones; vector diagram showing torque and MOI; cross-section showing face thickness and core.
Shape types and performance trade-offs
Overview table (shape → quick trade-offs)
| Shape | Primary effect | Sweet spot | Power | Agility | Typical player |
|---|---|---|---|---|---|
| Wide-body | Bigger face area and lower MOI | Large | Moderate–High (for same mass) | High (easier control) | Recreational / intermediate |
| Elongated | Longer reach, higher lever | Smaller, higher on face | High (more linear velocity) | Lower (slower rotation) | Advanced / aggressive |
| Teardrop | Compromise between reach & area | Moderate, slightly high | Moderate–High | Balanced | Intermediate → competitive |
- Wide-body
- Performance: larger sweet spot, very forgiving on off-center shots, good for flat power. Typical sweet spot shifts slightly lower and more central because face area increases near handle.
- Spin behavior: moderate. The larger contact area can support brushing strokes, but lower dwell than thick teardrops. Spin gains come mostly from face texture rather than outline.
- Recommended core/material pairings:
- Polymer honeycomb core + E-Glass face for balanced feel and cost-efficiency.
- 3K carbon face + polymer core for a premium wide-body power model.
- Target profile: retail and club players who value forgiveness and a larger margin for error.
- Elongated
- Performance: increased reach and higher exit velocity for given angular speed; smaller sweet spot concentrated toward the head; higher MOI if mass is biased to the head.
- Spin behavior: potentially higher spin when players can generate brushing motion near the top third because longer faces give a longer tangential path — but achieving repeatable spin requires a textured face and compliant core.
- Recommended core/material pairings:
- T300 carbon face + polymer or aluminum honeycomb core — provides high stiffness, good punch, and acceptable dwell.
- For extreme spin models: raw carbon face (textured) + reactive polymer honeycomb.
- Target profile: aggressive singles players and advanced competitors who prioritize power and reach.
- Teardrop
- Performance: raised sweet spot (closer to head), balanced MOI, good compromise on power/control.
- Spin behavior: often best compromise for players who mix spin and power; dwell is moderate.
- Recommended pairings:
- 12K carbon face + polymer honeycomb for durability and controlled power.
- Carbon + fiberglass composite face for softer feel and spin-grabber surface.
- Target profile: intermediate-to-competitive players who need versatility.
Practical notes:
- Shape alone rarely creates “spin-only” behavior; face material and texture dominate spin generation. Shape determines where and how consistently a player can execute spin strokes.
- Small changes in edge taper and width (±3–5 mm) can shift the sweet spot noticeably.
How edge and face geometry affect spin
The macro outline determines leverage; the micro geometry (face texture, bevels, edge radius) determines how the ball interacts during brushing.
Face texture and roughness:
- Higher micro-roughness increases tangential grip during contact and can raise spin rates (RPM) substantially. Empirical: switching from smooth paint to a textured carbon face can increase spin generation by 10–40% depending on stroke dynamics.
- Measurable parameters: surface roughness Ra (surface roughness)4 and CoF. Aim for:
- Ra (surface roughness): 1.0–3.0 µm for “spin-friendly” textured carbon coatings.
- Static CoF: 0.45–0.7 for aggressive spin surfaces (must be tested for durability).
- Regulatory: USAPA limits certain texture types and may require certification; avoid abrasive surfaces that could damage the ball or be non-compliant.
Bevels, edge radius, and brushing contact:
- A sharper edge radius near the face perimeter can allow more pronounced brushing angles, giving slightly higher spin when impacts happen near the edge. However, sharper edges increase risk of cracking and feel harsher on impact.
- Typical edge radius: 2–5 mm. A smaller radius (2–3 mm) helps spin but increases manufacturing precision needs.
- Bevels and chamfers affect how the paddle transitions into hand and affect aerodynamics — small chamfers (0.5–1.5 mm) can make the paddle feel quicker to rotate.
Interaction with coatings:
- Coatings (textured paint, sand-aggregate coatings, raw carbon finishes) change durability and feel. Textured paints are durable but add weight and may slightly dampen rebound; raw carbon with a micro-etch preserves stiffness and spin but can be prone to cosmetic wear.
- Coating thickness should be consistent: ±0.05 mm tolerances ensure repeatable performance across production.
Testing for compliance and performance:
- Use a profilometer5 for Ra and a tribometer for CoF.
- Document: Ra, static/dynamic CoF, and abrasion resistance (Taber abrasion cycles) per batch.
Manufacturing implications — matching shape to NEX Pickleball capabilities
Which process suits which shape and material?
-
Hot pressing:
- Best for: high-volume, uniform shapes with carbon fiber face and Nomex or aluminum honeycomb cores.
- Pros: high throughput, strong bond, consistent thickness.
- Cons: can slightly alter resin cure and surface feel; tooling cost is high but amortized at scale.
- Recommended for: wide-body carbon models and durable premium lines.
-
Cold pressing:
- Best for: shapes requiring fine thickness control and materials that benefit from preserved fiber properties (e.g., T300 carbon).
- Pros: better tactile feel and responsiveness, ideal for competitive paddles.
- Cons: slower cycles, requires precise pressure control.
- Recommended for: elongated and teardrop elite models.
-
Thermoforming:
- Best for: complex 3D curvatures, custom contours, or when precise material distribution is needed.
- Pros: can produce contoured faces and variable thickness across the paddle.
- Cons: higher per-unit cost; ideal for premium or custom orders.
- Recommended for: ergonomic handles, contoured face shapes, or specialty designs.
Tolerances, tooling complexity, and cost impacts:
- Dimensional tolerances: ±0.5 mm on outline and ±0.1–0.2 mm on face thickness are achievable at scale; tighter tolerances increase scrap and cost.
- Edge finishing: consistent edge radius control (±0.2 mm) requires precise routing and secondary finishing — plan for higher costs on small MOQ runs.
- Cycle time (typical ranges):
- Hot press: 2–6 minutes per paddle (high-volume setups).
- Cold press: 4–10 minutes per paddle.
- Thermoforming: 5–12 minutes per paddle (plus trimming time).
- Tooling: mold and press tooling ranges from $5k–$30k depending on complexity and whether thermoforming molds or hot-press platens are required.
Suggested core-surface combinations (manufacturing rationale)
- Elongated + T300 carbon + polymer honeycomb:
- Why: T300 provides tensile strength and stiffness for the longer lever; polymer core reduces vibration and keeps weight controlled.
- Process: cold pressing recommended for best fiber property retention.
- Wide-body + E-Glass + polymer honeycomb:
- Why: E-glass provides controlled flex and lower cost; polymer core keeps the overall price attractive.
- Process: hot pressing for cost efficiency.
- Teardrop + 12K carbon + aluminum honeycomb:
- Why: 12K offers a hard, durable face for mixed-spin models; aluminum core balances weight distribution and increases MOI predictably.
- Process: hot pressing or hybrid thermoforming for precise contouring.
Customization and on-demand print:
- NEX offers full-color on-demand printing and can integrate custom graphics during the layup or as a post-mold decal. Printed layers add ~0.05–0.12 mm thickness and ~5–12 g per paddle; account for this in balance and MOI calculations.
Quality and traceability:
- For OEM runs, maintain batch-level records for face material lot, core lot, press cycle parameters, and post-cure conditions. This data reduces variability between runs and supports warranty claims.
Testing and validation checklist (for OEM/brand teams)
Lab and field tests to validate shape-performance claims:
-
Sweet spot mapping:
- Method: automated impact rig scanning 9–25 points across face at consistent force; measure vibration, exit velocity, and COR (coefficient of restitution).
- KPI: uniformity within ±8–12% across primary sweet-spot zone for recreational models; ±6–8% for competitive.
-
Spin rate tests (RPM):
- Method: controlled brushing rig delivering consistent tangential velocity and angle while measuring resultant ball RPM.
- KPI thresholds (empirical):
- Recreational spin model: +10–20% RPM vs baseline smooth finish.
- Competitive spin model: +30–50% RPM with textured face + raw carbon.
-
Exit velocity:
- Method: ballistic launcher at fixed impact energy.
- KPI: midweight paddles (7.3–8.3 oz) should deliver balanced exit velocity vs control; heavier paddles show +5–12% exit velocity.
-
MOI measurement:
- Method: pendulum or rotary inertia device; report MOI about handle axis.
- KPI ranges: document intended MOI and acceptable variance ±0.01–0.02 kg·m².
-
Durability:
- Tests: repeated impact cycles (10k+), environmental aging (temperature/humidity), abrasion tests on face coatings.
- KPI: <5% loss in surface CoF after 5k abrasion cycles for premium textured coatings.
-
Player field tests:
- Recruit 10–20 target-segment players for blind testing on spin, power, and comfort.
- Collect subjective scores and pair with lab metrics to validate perceived vs measured performance.
Case studies / quick spec templates
Template A — Club / Retail Wide-Body
- Target: recreational to intermediate club players.
- Shape: wide-body, 1000–1050 cm² face.
- Materials: E-Glass face + polymer honeycomb core.
- Process: hot pressing (high-volume).
- Expected metrics: sweet spot ±10% uniformity, balanced exit velocity, spin increase modest (+10% with textured paint).
- MOQ / lead time: MOQ 1,000; pilot sample 3–4 weeks; production lead 6–8 weeks.
Template B — Competitive Elongated Spin/Punch
- Target: advanced singles players seeking reach and spin.
- Shape: elongated, 950–980 cm² face, head-biased mass.
- Materials: T300 carbon face (textured) + polymer honeycomb core.
- Process: cold pressing; post-cure and face micro-etch.
- Expected metrics: MOI high (0.18–0.22 kg·m²), exit velocity +8–12% vs wide-body of same mass, spin +30–45% with raw carbon/textured finish.
- MOQ / lead time: MOQ 500; sample 4–6 weeks; production 8–10 weeks.
Template C — Versatile Teardrop Hybrid
- Target: tournament-level mixed play.
- Shape: teardrop, ~990 cm², slightly raised sweet spot.
- Materials: 12K carbon face + aluminum honeycomb core.
- Process: hot press or thermoforming for contoured face.
- Expected metrics: balanced MOI, crisp snap, durability high.
- MOQ / lead time: MOQ 500; sample 5 weeks; production 7–9 weeks.
Notes on MOQ and samples:
- Smaller MOQs (≤500) are possible with higher per-unit costs and longer lead times due to tooling amortization.
- NEX offers custom sample programs and iterative prototyping with small-run thermoforming or cold-press pilots.
Conclusion and next steps
Shape is a primary lever for aligning paddle performance to player needs. Wide-body = forgiveness; elongated = reach and punch; teardrop = balanced versatility. But shape must be married to face material, core, surface treatment, and a chosen manufacturing process to deliver predictable performance and acceptable costs.
Actionable next steps:
- Decide target segment and top two shape candidates.
- Choose face/core combinations from the templates above.
- Request NEX Pickleball prototype quotes and sample timelines (include target MOI and any surface texture specs).
- Run the recommended lab tests (sweet spot map, RPM, MOI) and a short player panel before finalizing tooling.
Contact NEX Pickleball to discuss material samples (3K/12K/T300 carbon, E-Glass), production options (hot/cold/thermo), and on-demand print capabilities for branding.
People Also Ask
Does pickleball paddle shape matter?
Yes. Paddle shape changes reach, leverage, and sweet spot placement. Longer (elongated) paddles increase reach and leverage for higher exit velocity, while wider paddles enlarge the sweet spot and improve forgiveness. Shape also affects how consistently a player can produce spin because it changes where brushing contact occurs.
What makes a pickleball paddle good for spin?
Spin depends primarily on face material and surface texture plus adequate dwell time from the core. A textured or raw carbon face combined with a compliant honeycomb core increases the ball’s tangential grip and dwell, which raises RPM. In practice, a high-friction finish (measured Ra ~1–3 µm and higher CoF) plus a core that allows enough deformation yields the best spin results.
Does a heavier pickleball paddle give you more power?
Generally yes — all else equal, heavier paddles increase momentum at impact and can raise exit velocity, so they feel more powerful. Midweight paddles (about 7.3–8.3 ounces) offer a compromise of control and power for many players; lightweight paddles (<7.3 oz) prioritize quickness and control, and heavier paddles (>8.3 oz) shift toward raw power but reduce maneuverability.
-
moment of inertia (MOI): Read to understand how MOI quantifies rotational resistance about the handle axis, how mass distribution affects stability vs. maneuverability, target MOI ranges for player segments, and practical measurement/test methods you can use to specify and validate product performance. ↩
-
USAPA dimensions: Read to learn the official dimensional and surface-texture rules, certification implications for market access, common compliance pitfalls, and how to design within regulatory limits to avoid costly rework. ↩
-
thermoforming: Read to understand when thermoforming is the right process (complex 3D contours, variable thickness), its tooling and per-unit cost trade-offs, and quality considerations for contoured paddle faces. ↩
-
Ra (surface roughness): Read to see how Ra is measured, typical spin‑friendly ranges, the relationship between micro-roughness and CoF/RPM, and manufacturing/coating controls needed to maintain consistent spin performance. ↩
-
profilometer: Read to learn what a profilometer measures (surface topography and Ra), how to interpret readings for coating and texture specs, and procurement/testing tips for lab validation and incoming quality control. ↩


