 Skip to content
Skip to content 

A quick answer: For effective paddle maintenance, follow a simple SOP: clean surfaces weekly with a mild, pH-neutral cleaner; inspect grips and edges monthly; replace grips and tapes on signs of wear; store paddles flat in a temperature-controlled, low-UV environment; and perform a basic structural check (surface delamination, core collapse, edge cracks) before any warranty claim. These steps extend paddle life, reduce returns, and provide clear guidance retailers and clubs can give customers.
Why this matters for your business
- Reduced warranty claims and returns
- Longer product lifetime = better customer satisfaction and lower replacement costs
- Clear, repeatable SOPs that frontline staff can follow and teach end customers
- Easier decision-making on repair vs. replace, and on offering refurbishment services
Key materials and manufacturing context (short primer)
- Carbon fiber: High stiffness, high strength, sensitive to sharp impacts at edges; excellent power and durability when properly protected.
- Fiberglass: More flexible, larger sweet spot, tolerates minor dents better but can scratch more easily.
- Honeycomb core1 (polymer/Aluminum/Nomex): Core integrity determines feel and life—core collapse, water ingress, or delamination2 are critical failure modes.
- Manufacturing processes:
- Hot pressing3: Produces very stable, strong paddles; generally more heat-resistant but still sensitive to prolonged high temperatures.
- Cold pressing: Preserves material feel; can be slightly more sensitive to mechanical deformation if mishandled.
- Thermoforming4: Allows complex geometry; watch for shape retention with prolonged heat exposure.
Weekly and daily SOPs (what retail staff and club techs should do)
Daily (or every shift)
- Visual check: quick look for large cracks, edge damage, or severe surface gouges.
- Wipe surface with a dry microfiber to remove loose dirt and sand.
Weekly
- Cleaning
- Use a soft microfiber cloth and a mild, pH-neutral cleaner (examples below).
- Lightly spray cleaner on the cloth — do not spray directly onto the paddle face.
- Wipe gently along the surface. Avoid aggressive scrubbing on printed graphics.
- Grip check
- Inspect for slippage, fraying, or compression beyond 20% of original thickness.
- Edge tape/guard inspection
- Ensure edge tape is intact; look for peeled seams or exposed core.
Monthly
- Full inspection (see inspection checklist table below).
- Record paddle serial/lot if you track by batch for warranty trending.
Recommended cleaners and tools (simple table)
| Item | Use | Notes |
|---|---|---|
| Microfiber cloth | Surface cleaning | Lint-free, soft |
| pH-neutral sports equipment cleaner | Dirt, sweat removal | Avoid solvents, bleach, or alcohol >70% |
| Isopropyl alcohol 70% (sparingly) | Remove adhesives | Use only on grips and tape residues; avoid face/paint |
| Soft nylon brush | Edge grime | Gentle brushing only |
| Edge tape roll / adhesive | Field repairs | Keep several widths on hand |
| Replacement grips | Grip replacement | Match size/gauges you offer |
(image placeholder)

Material-specific care (do’s and don’ts)
Carbon fiber paddles
- Do: Clean gently, protect edges with tape or guards, store at moderate temperatures (15–25°C).
- Don’t: Expose to prolonged direct sunlight/UV or leave in a hot car; avoid metal-to-edge impacts.
- Reason: Carbon faces are stiff and may delaminate at the adhesive layer under repeated edge strikes or UV-accelerated resin breakdown.
Fiberglass paddles
- Do: Wipe clean after dusty outdoor sessions; consider a slightly softer cleaning pad if surface has textured coatings.
- Don’t: Use abrasive cleaners; avoid excessive flexing which can stress the fiber layer.
- Reason: Fiberglass is more flexible but surface scratches reduce feel and aesthetics.
Honeycomb cores
- Do: Inspect for soft spots, creaks, or changes in sound when tapped.
- Don’t: Let water or solvents seep into edge cracks—moisture can accelerate core breakdown.
- Reason: Core collapse or water ingress is often irreversible; early detection prevents wasted replacements.
Manufacturing-process implications
- Hot-pressed paddles: More robust to high-impact play, but still avoid heat extremes that can affect resin chemistry.
- Cold-pressed paddles: Preserve feel—avoid aggressive bending and use protective edge guards.
- Thermoformed shapes: Maintain original storage orientation; avoid compressive stacking that can deform edges.
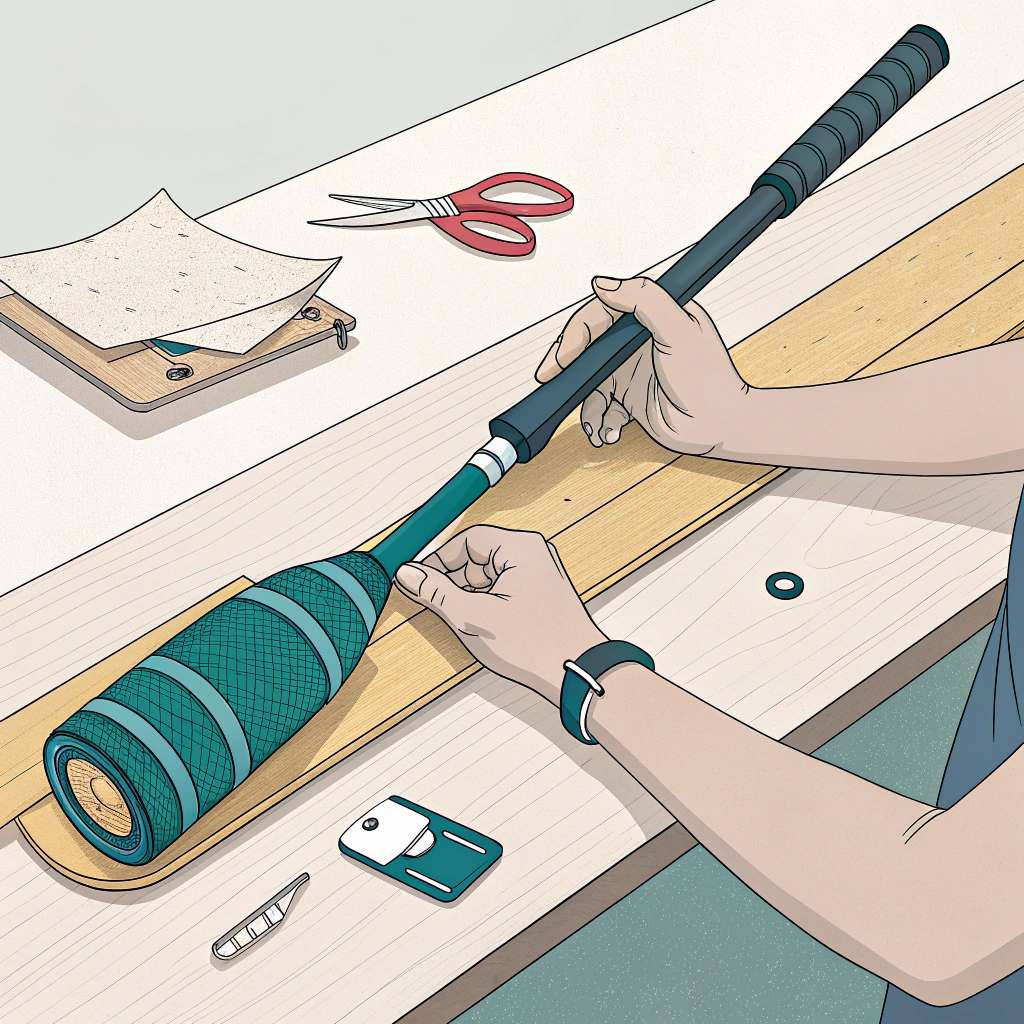
Step-by-step grip replacement SOP (for retail counter or club tech)
- Tools: new grip, scissors, finishing tape, isopropyl (for adhesive residue), small flat tool.
- Remove old grip:
- Cut along the seam and peel off slowly.
- Use isopropyl 70% on a cloth to remove residue (avoid paddle face).
- Prepare handle:
- Clean handle base and adhesive area.
- Ensure endcap is secure; replace if loose.
- Apply new grip:
- Start at the butt end, roll and apply consistent overlap (10–20%).
- Keep tension firm but not overstretched to avoid shrinking.
- Finish:
- Use finishing tape to secure the top seam.
- Trim excess and check comfort/length.
(image placeholder)
Inspection checklist (monthly) — table for use by staff
| Item | How to check | Accept / Replace threshold |
|---|---|---|
| Surface delamination | Press and look for bubbling, lift paint slightly | Any delam ≥5mm — consult warranty |
| Edge cracks | Run thumb around edge; look for tape separation | Any exposed core — service/replace |
| Core softness | Tap center; listen for dull thud; press | Soft or spongy center — replace |
| Grip condition | Measure thickness vs new | Compression >20% or tearing — replace |
| Balance/weight change | Weigh paddle if suspected damage | >5% weight change — inspect core |
| Handle endcap | Wiggle test | Loose or missing — repair |
Repair vs. Replace decision guide
- Repair (cost-effective if):
- Cosmetic scratches or small surface abrasions.
- Minor edge tape separation with intact core.
- Grip replacements and loose endcaps.
- Replace (recommended when):
- Core collapse, large delamination, or multiple structural cracks.
- Water intrusion into core or persistent soft spot.
- Repeated returns for the same structural issue — likely beyond repair.
Example quick decision flow
- Problem = surface scratch → Repair (polish or touch-up)
- Problem = edge exposure → Tape + test → If core dry and solid → Repair; if core soft → Replace
- Problem = delamination near sweet spot → Replace
Packaging and shipping SOP (to minimize damage and avoid unnecessary returns)
- Use a hard case for single-premium shipments; padded paddle sleeves for bulk.
- Pack with edge protection (foam strips) and limit movement inside box.
- For returns: include a damage diagram & short video requirement to triage (reduces fraudulent claims).
- Label “Do Not Bend” and include orientation arrows if thermoformed shapes are susceptible.
(image placeholder)

Warranty and return guidance for buyers (sample wording and process)
- Simple warranty language to include with shipments:
- “We warrant this paddle against manufacturing defects in materials and workmanship for 12 months from the date of purchase. This does not cover damage from misuse, exposure to extreme temperatures, impacts, or water ingress.”
- Return triage steps for support staff:
- Collect photos (face, edge, handle) and a short video tapping the paddle.
- Compare to inspection checklist; categorize as Manufacturing Defect / Accidental Damage / Wear & Tear.
- For Manufacturing Defect → request batch/serial and process replacement.
- For Wear & Tear or Accidental Damage → offer paid repair or discounted replacement.
- Keep claims documentation centralized (photo library and serial tracking) to identify recurring production issues and adjust QC.
Training and customer-facing materials
- Create a one-page “Care & Storage” sheet for end customers:
- Key bullet points: clean gently, avoid extreme heat, use edge tape, replace grips as needed, store flat/in case.
- Train frontline staff with role-play: process a return, perform inspection, and communicate repair vs replace kindly and clearly.
- Consider offering a paid “refurbish” service for clubs — replace grips, re-tape edges, clean faces — priced attractively vs full replacement.
Conclusion and action items (for purchasing/ops leads)
- Implement the monthly inspection checklist and add it to your inventory SOP.
- Include a care sheet in every retail box and train staff for simple triage.
- Keep a small kit (grips, edge tape, cleaner) at point-of-sale and club houses.
- Track returns by defect type—feed this back to your OEM (NEX Pickleball can support batch-level data) to reduce defects and improve lifetime value.
People Also Ask
Q: What is the golden rule pickleball?
A: The "golden rule" often cited in pickleball is to fully engage your body when playing: move your feet properly (split-step and quick footwork), use body rotation to generate power and control, and prepare for the next shot. Good footwork and full-body engagement improve consistency and reduce injury risk.
-
Honeycomb core: Read to understand different core materials (polymer, aluminum, Nomex), how honeycomb construction affects paddle feel and stiffness, common failure modes like water ingress and core collapse, and practical inspection tips to catch problems early.
Back to Honeycomb core ↩ -
delamination: Read to learn what delamination looks and sounds like, non-destructive inspection methods, thresholds for repair vs. replacement, and how to document delamination for warranty claims.
Back to delamination ↩ -
Hot pressing: Read to learn the hot-pressing process parameters, benefits for part consistency and resin cure, how it affects paddle strength/thermal tolerance, and quality-control checks to reduce manufacturing defects.
Back to Hot pressing ↩ -
Thermoforming: Read to see how thermoforming enables complex paddle geometries, what limits exist for shape retention and heat exposure, recommended packing/orientation practices, and risks of deformation during shipping/storage.
Back to Thermoforming ↩


