 Skip to content
Skip to content 
Short answer: Yes — pickleball paddle shape directly changes the moment of inertia (MOI)1 and swing weight2, and therefore measurable player outcomes (power, control, reach, and spin). It also creates distinct manufacturing and cost trade-offs you must specify in procurement briefs.
Why this matters for a B2B decision maker
- You are choosing shapes to hit specific player segments (recreational, intermediate, tournament). Shape is one of the few design levers that shifts play performance without changing raw material budgets.
- The right shape on a given material stack gives predictable changes in power vs control and affects production method, tooling, tolerances, and yield.
- This guide compares the four common shapes — wide-body, elongated, teardrop, diamond — against measurable metrics and manufacturing implications, so you can write precise SKU specs, shortlist prototypes, and evaluate supplier proposals.
Core concepts (quick definitions)
- Sweet spot: the area on the face that yields consistent, optimal ball rebound and minimal vibration.
- Moment of inertia (MOI): a measure of how resistant the paddle is to rotation about the grip axis; higher MOI → more stability + power but less quick maneuverability.
- Swing weight: practical feel of how heavy a paddle feels during a swing; affected by mass distribution (head-heavy vs neutral).
- Balance point: distance from butt of grip to center of mass; a primary input to swing weight and player feel.
- Edge tapering and face geometry change how force transfers to the ball and how vibration is damped.
First appearances of the most important manufacturing methods: hot pressing3, cold pressing4, thermoforming5.
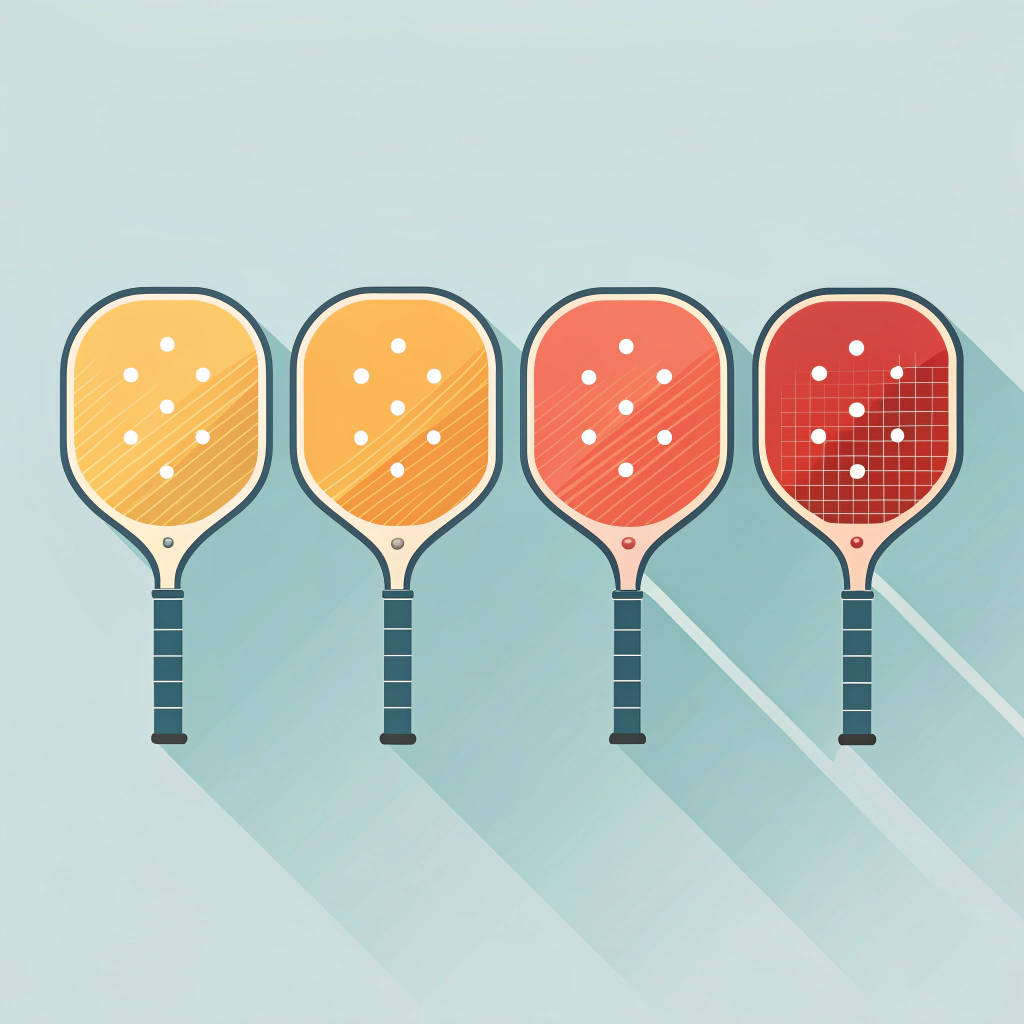
Shape comparison overview (quick)
- Wide-body: larger face area, bigger sweet spot, lower MOI (assuming same mass), forgiving — designed for control and consistency.
- Elongated: longer reach and higher MOI / swing weight — favors power and aggressive shots, smaller sweet spot near center.
- Teardrop: balanced compromise; slightly higher power than wide-body with a reasonably centered sweet spot.
- Diamond: narrow at top, head-heavy mass distribution — high MOI and high power, smallest sweet spot, requires high skill.
Detailed comparison table (actionable spec-focused)
| Shape | Face area & head size | Sweet spot (location & size) | Player outcome (power/control/spin) | MOI & swing feel | Typical prototyping notes & manufacturing impact |
|---|---|---|---|---|---|
| Wide-body | Largest face area; short-to-mid length | Largest sweet spot, low-center bias | High control, easier returns, moderate power, good for beginners/recreational | Lower MOI (easier maneuverability) | Easier to hit consistent shots → recommend polymer honeycomb core 13–16mm for comfort. Lower tooling risk, high yield. Cold pressing or hot pressing both fine. |
| Elongated | Reduced head width, longer length | Smaller, more axial sweet spot nearer tip | Higher power and reach, smaller margin for error | Higher MOI & swing weight → more momentum | Requires tighter balance tolerances, grip and length constraints. Thermoforming recommended for precise tip geometry; tooling for longer molds. Expect slightly higher scrap if edge sealing not optimized. |
| Teardrop | Mid-size face, slightly longer top | Sweet spot shifted upward from center, moderate size | Balanced power-control; good for all-round players | Moderate MOI | Good compromise for single-line SKU strategies. Compatible with all pressing methods; moderate prototyping complexity. |
| Diamond | Narrow face, high top mass | Smallest sweet spot, concentrated toward tip | Very high power and pop, low forgiveness | Highest MOI and perceived swing weight | Highest manufacturing complexity: tight thickness tolerances, critical edge tapering, recommend hot press for strength or thermoform for controlled fiber orientation. Higher reject rate if tooling poorly designed. |
Notes: recommend quoting tolerances in your RFQ: thickness tolerance ±0.15–0.25 mm; weight tolerance ±1.5–3 g depending on SKU. Require suppliers to report measured balance point and swing weight for each sample.
How shape changes measurable performance (what to require in specs and tests)
- Sweet spot mapping
- Ask for a sweet-spot map (heatmap) from suppliers or test labs showing deviation in rebound velocity and vibration across a 2D grid of the face.
- Requirement example: maximum deviation in ball exit speed across face ≤ 6% for recreational SKUs; ≤ 4% for premium SKUs.
- MOI and swing weight
- Request MOI and swing-weight numbers measured at a standardized grip reference (e.g., 3 inches from butt).
- Example spec: Elongated tournament paddle target MOI X% higher than wide-body baseline — instead of absolute numbers you can request % delta vs a control sample to avoid measurement-method mismatch.
- Ball speed & rebound
- Specify a rebound test: ball exit velocity at given impact energy. Typical procurement asks: “Provide mean exit velocity from center vs top vs edge impact (3 locations).”
- Vibration and damping
- Require accelerometer readings or subjective vibration index. Polymer cores reduce perceived vibration; Nomex or aluminum cores yield different feel.
- Ergonomics
- Include grip length and circumference options. Longer shafts for elongated shapes may require shorter grips or longer handles; specify grip length tolerances ±1 mm.
Manufacturers should deliver:
- 3 prototype samples per shape per material stack, each numbered and measured for weight, balance, MOI, and thickness at 5 points (butt, throat, center, mid-head, tip).
Production implications and recommended process mapping
- Hot pressing
- Best for: high-volume paddles with high-strength carbon fiber layers (12K, T300) where structural integrity under impact is critical.
- Good fit: diamond shapes and performance elongated paddles that need maximum stiffness and consistent fiber consolidation.
- Trade-off: higher capital cost; potential to slightly alter material hand-feel; tight cycle times but less per-unit labor.
- Cold pressing
- Best for: designs prioritized for ball feel and flexibility (control-focused wide-body and teardrop).
- Good fit: thinner face layups and hybrid carbon/fiberglass stacks where keeping material properties intact delivers better touch.
- Trade-off: longer cycles; better ball feel but slower throughput.
- Thermoforming
- Best for: complex head geometries, precise thickness gradients (e.g., tapered edges), and bespoke custom shapes.
- Good fit: teardrop and elongated designs with shaped edge tapers and variable thickness.
- Trade-off: longer time and higher tooling complexity; ideal for premium or low-volume SKUs.
Guideline table: preferred process by shape
| Shape | Preferred process | Why |
|---|---|---|
| Wide-body | Cold press or hot press | Control of thickness; good yield |
| Elongated | Thermoform or hot press | Need precise tip geometry and high MOI |
| Teardrop | Cold press / thermoform | Balance of feel and shape detail |
| Diamond | Hot press / thermoform | Strength and critical fiber consolidation |
Material-stack recommendations by objective
- Maximum power (tournament elongated/diamond): T300 or 12K carbon face, polymer or aluminum honeycomb core at 11–13 mm thickness. Use hot pressing or hybrid thermoforming with tight tolerances.
- Balanced power + control (teardrop): Carbon/fiberglass composite face (e.g., outer carbon + inner E-glass), polymer honeycomb 12–14 mm. Cold press or thermoform depending on edge geometry.
- Maximum control and forgiveness (wide-body recreational): Fiberglass or 3K carbon face, polymer honeycomb or slightly thicker core (13–16 mm) to increase dwell time and reduce vibration. Cold press preferred.
Design brief examples to include in RFQ
- Specify shape file (DXF or STEP) plus CAD cross-section and target face area.
- Target mass: e.g., 7.8–8.5 oz (or a weight range you set). Include weight tolerance ±2 g.
- Target balance point from butt: e.g., 2.5–3.0 inches; require supplier to provide measured balance.
- Thickness map: include exact nominal thickness and acceptable tolerance band (±0.15 mm).
- Required MOI or swing weight delta vs baseline sample, or request measurement protocol used.
Prototyping and test plan (practical)
- Order 3–5 prototypes per shape & material stack.
- Tests to run:
- Mass, balance, and thickness check at 5 points.
- MOI/swing weight measurement on a rotational fixture.
- Sweet-spot mapping (exit velocity & subjective consistency).
- Vibration (accelerometer) and player panel testing (10+ hitters across skill levels).
- Acceptance gates:
- Weight within tolerance, balance within tolerance.
- Rebound deviation across mapped grid less than threshold.
- No structural delamination after 500 impact cycles.
- Iterate: adjust core thickness ±1 mm or adjust face layup to move sweet spot or MOI by desired percent.
Cost and supply-chain considerations
- Tooling: complex head shapes and precision edge tapers increase mold cost. Thermoforming or specialized hot-press molds add expense to initial tooling; expect longer lead times for diamond and elongated shapes.
- Yield: narrower faces and shapes with tight edge tapers increase scrap risk; build in higher sample/test rates.
- Volume economics: hot pressing has higher startup cost but lower per-unit cost at scale. Thermoforming is cost-effective at medium volumes when premium tolerances justify it.
- On-demand print: if you need custom graphics for SKU differentiation, confirm provider supports high-temp inks compatible with your selected pressing method.
Final recommendations (quick decision map)
- If you want a forgiving, high-reliability SKU for a broad mass market: choose wide-body, polymer core 13–16 mm, cold press; prioritize large sweet spot and lower MOI.
- If you want a tournament or pro-level power paddle: choose elongated or diamond, T300/12K carbon face, polymer/aluminum honeycomb core 11–13 mm, hot press or thermoform for structural integrity, and specify tighter tolerances.
- If you need a single balanced line that covers many players: choose teardrop, carbon+fiberglass face, polymer core ~13 mm, moderate tolerances—this minimizes SKUs while covering performance needs.
Actionable next steps to include in your procurement brief
- Attach CAD files for each shape and a thickness map.
- Define target weight bands, balance point, and tolerances (±0.15–0.25 mm thickness; ±1.5–3 g weight).
- Ask suppliers for process preference (hot/cold/thermoform) and the rationale for chosen material stacks.
- Require prototype package: 3–5 samples, measurement report (mass, balance, thickness), MOI data, and sweet-spot heatmap.
- Schedule a joint test panel and allow one iteration before final tooling approval.
People Also Ask
Does the shape of a pickleball paddle matter?
Yes. Paddle shape changes the size and position of the sweet spot, the effective MOI, and how mass is distributed. That directly affects power, forgiveness, reach, and shot consistency. Wide-body shapes increase sweet-spot area and forgiveness; elongated and diamond shapes concentrate mass toward the tip, increasing power and MOI but reducing forgiveness.
Does a heavier pickleball paddle give you more power?
Generally yes: adding head mass (or moving mass toward the head) raises swing weight and MOI, producing greater ball exit speed for the same swing effort. However, increased swing weight reduces maneuverability and quick reaction times at the net. For procurement, specify both target mass and balance rather than weight alone to control the feel.
Why do thinner pickleball paddles have more power?
Thinner cores or thinner overall thickness often make the paddle feel stiffer at impact, so less energy is absorbed by the paddle and more is returned to the ball. For example, cores at or below typical thresholds (e.g., ≤13 mm depending on stack) are perceived as more powerful. Thinner designs usually demand tighter manufacturing control and can reduce comfort and vibration damping, so pair thinner cores with damping materials or specific face layups if needed.
-
moment of inertia (MOI): Read to learn how MOI is defined, how it affects paddle stability, power delivery, and what measurement methods suppliers should use so you can specify meaningful MOI targets in RFQs. ↩
-
swing weight: Read to understand standardized swing-weight measurement, how balance point and mass distribution influence player feel, and how to request comparable swing-weight data from vendors. ↩
-
hot pressing: Read to understand the hot-press process, when it’s needed for fiber consolidation and structural strength, and the tooling, cycle-time, and cost trade-offs to include in supplier evaluations. ↩
-
cold pressing: Read to learn how cold pressing preserves material feel, its throughput and cycle-time implications, and the quality indicators suppliers should demonstrate for control-focused SKUs. ↩
-
thermoforming: Read to learn how thermoforming enables complex geometries and thickness gradients, the tooling and prototyping considerations, and when to specify thermoforming versus pressing in your procurement. ↩


